OEM 2/3/4 Flutes Ball Nose End mills සමග Straight Shank



4 Flutes Ball Nose End mills සමග Straight Shank
1. ඉහළ ශක්තියක් සහ තියුණු දාරයක් ඒකාබද්ධ කරන ලද බෝල දාරයේ මැද සැලසුම කැපීම සැකසීමේදී ජනනය වන චිප්ස් නිසි ලෙස හැසිරවිය හැක.
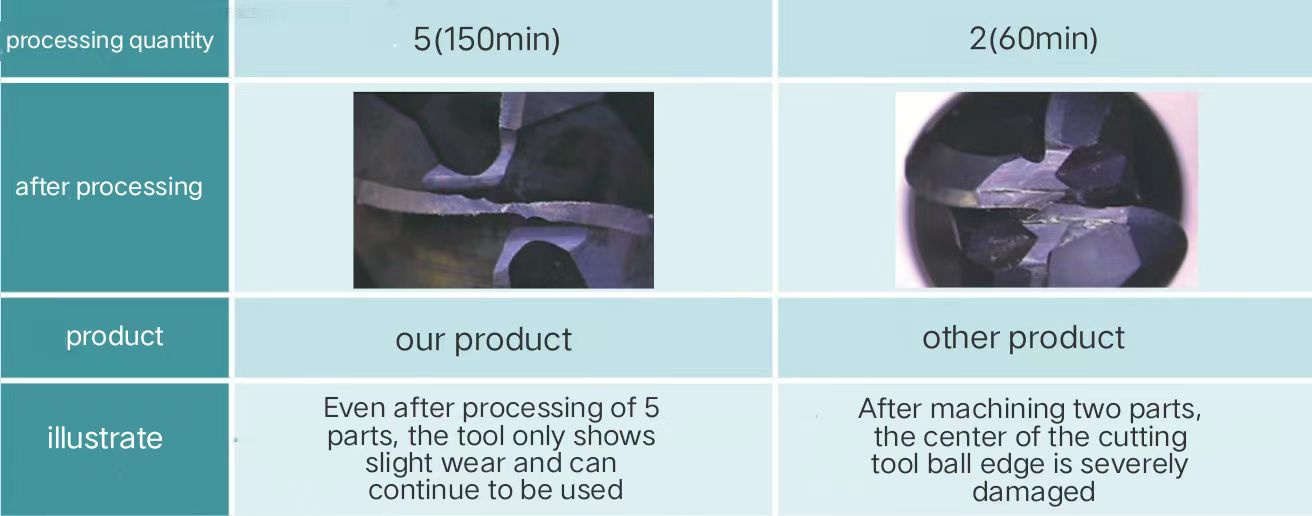
2. ඇඹරුම් Cr12 (36HRC) හි ඉහළ කාර්යසාධනයක් සහිත හතරේ දාර බෝල අවසන් ඇඹරුම් කපනයෙහි යෙදුම් තත්ත්වය
අයදුම්පත
2/4 දාර කෙළින්ම ෂැන්ක් බෝල අවසන් මෝල් පැතිකඩ සැකසීම, කුහරය යන්ත්රෝපකරණ සහ ගෝලාකාර යන්ත්රකරණය සඳහා සුදුසු වේ.2 නළා පුළුල් පරාසයක යෙදුම් සමඟ පැතිකඩ ඇඹරීමට සහ අධිවේගී යන්ත්ර සඳහා සුදුසු වේ.එය කාබන් වානේ, මිශ්ර වානේ, පෙර දැඩි කළ වානේ, නිවාදැමූ වානේ (55HRC~68HRC), වාත්තු යකඩ, සහ ductile යකඩ මෙන්ම මල නොබැඳෙන වානේ, ටයිටේනියම් මිශ්ර ලෝහ සහ තාප ප්රතිරෝධී මිශ්ර ලෝහ සැකසීම සඳහා ඉතා යෝග්ය වේ.නළා 4 සම්බන්ධයෙන් ගත් කල, එයට ඉහළ ආහාර වේගයක් ලබා ගත හැකි අතර එමඟින් ඉහළ කැපුම් කාර්යක්ෂමතාවයක් ලබා ගත හැකිය.එය කාබන් වානේ, මිශ්ර වානේ, පෙර දැඩි කළ වානේ, නිවාදැමූ වානේ (55HRC~68HRC), වාත්තු යකඩ, සහ ductile යකඩ මෙන්ම මල නොබැඳෙන වානේ, ටයිටේනියම් මිශ්ර ලෝහ සහ තාප ප්රතිරෝධී මිශ්ර ලෝහ සැකසීම සඳහා ඉතා යෝග්ය වේ.
පිරිවිතර
තෝරා ගැනීමට නළා ඇඹරුම් කටර් 2 ක මාදිලි 20 කට වඩා ඇති අතර, නළා ඇඹරුම් කටර් 4 හි පිරිවිතර දහයකට වඩා තිබේ.ඒවායේ අමුද්රව්ය සියල්ල UK20 සහ TAN ආලේපන වේ.
QCM2F/QCM4F හි කැපුම් පරාමිතීන්
QCM2F හි කැපුම් පරාමිතීන්

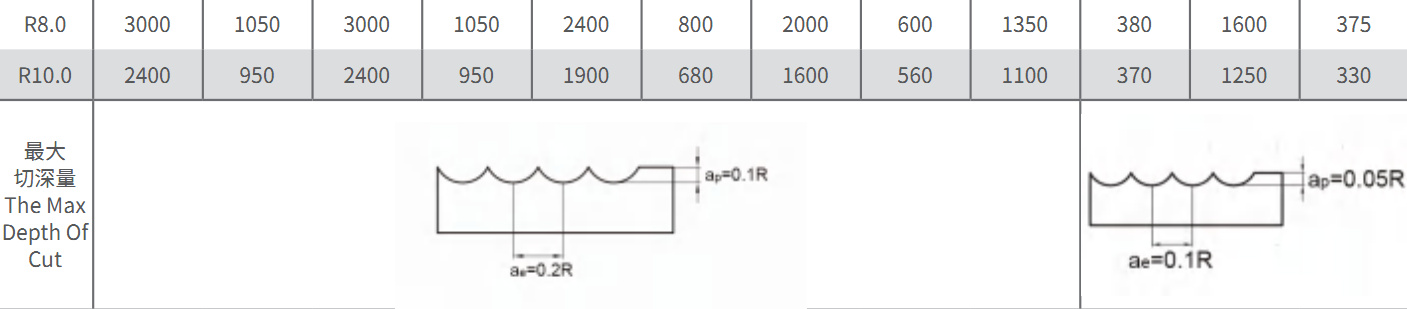
1. කරුණාකර ඉහළ නිරවද්ය යන්ත්ර මෙවලම් සහ මෙවලම් හසුරු භාවිතා කරන්න.
2. වායු සිසිලනය හෝ දුම ජනනය වීමට ඉඩක් නොමැති කැපුම් තරල භාවිතා කරන්න.
3. යන්ත්ර මෙවලම් වැඩ කොටසෙහි ස්ථාපන දෘඪතාව දුර්වල වූ විට, කම්පනය සහ අසාමාන්ය ශබ්දයක් ඇති විය හැක.මෙම අවස්ථාවේදී, ඉහත වගුවේ වේගය සහ ආහාර වේගය වසරින් වසර අඩු කළ යුතුය.
4. කපනයෙහි අත්හිටුවීමේ දිග හැකි තරම් කෙටි විය යුතුය.
QCM4F හි කැපුම් පරාමිතීන්

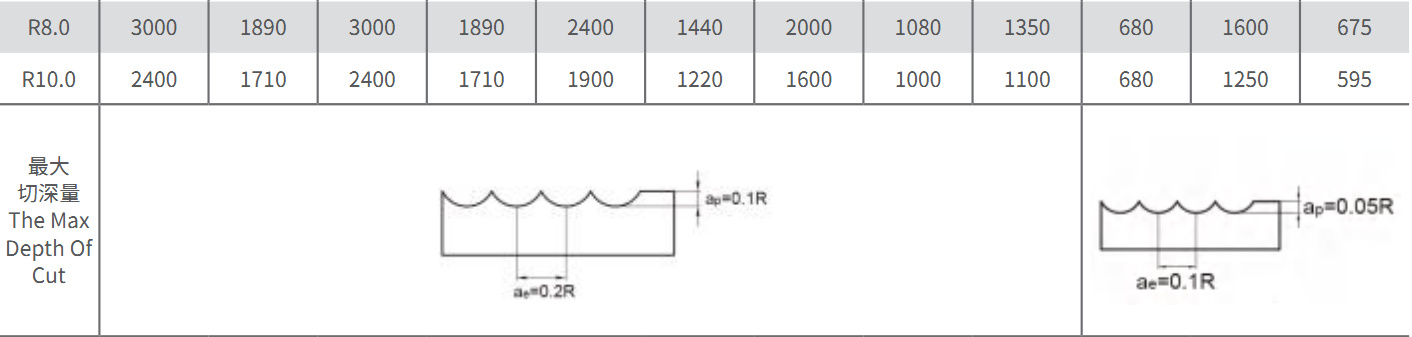
1. කරුණාකර ඉහළ නිරවද්ය යන්ත්ර මෙවලම් සහ මෙවලම් හසුරු භාවිතා කරන්න.
2. වායු සිසිලනය හෝ දුම ජනනය වීමට ඉඩක් නොමැති කැපුම් තරල භාවිතා කරන්න.
3. යන්ත්ර මෙවලම් වැඩ කොටසෙහි ස්ථාපන දෘඪතාව දුර්වල වූ විට, කම්පනය සහ අසාමාන්ය ශබ්දයක් ඇති විය හැක.මෙම අවස්ථාවේදී, ඉහත වගුවේ වේගය සහ ආහාර වේගය වසරින් වසර අඩු කළ යුතුය.
4. කපනයෙහි අත්හිටුවීමේ දිග හැකි තරම් කෙටි විය යුතුය.

